

Description
It is a solution for companies that:
- seek a solution to protect their brand by elimination of losses related to inappropriate goods storage;
- want to control products quality before introducing them to the turnover;
- expect data which allow to identify factors contributing to losses in the supply chain;
- seek additional savings thanks to automatic monitoring of storage and transport conditions;
- want to obtain information on the environmental parameters values (e.g. temperature) in storage spaces;
- seek a solution that automates processes related to quality control, issuing and receiving of goods;
- expect a system providing data that allows to track the location of logistic units.
The most important functionalities of Hive Sensor
Protection of goods in transport
Support of quality control
Monitoring of storage conditions
Detection of causes or persons responsible for product damage
Access to full transport history
Verification of storage and transport zones
Information on the logistic units location
A view showing key indicators
Data presentation in the form of reports
What are the benefits of the intelligent logistic unit in the supply chain?
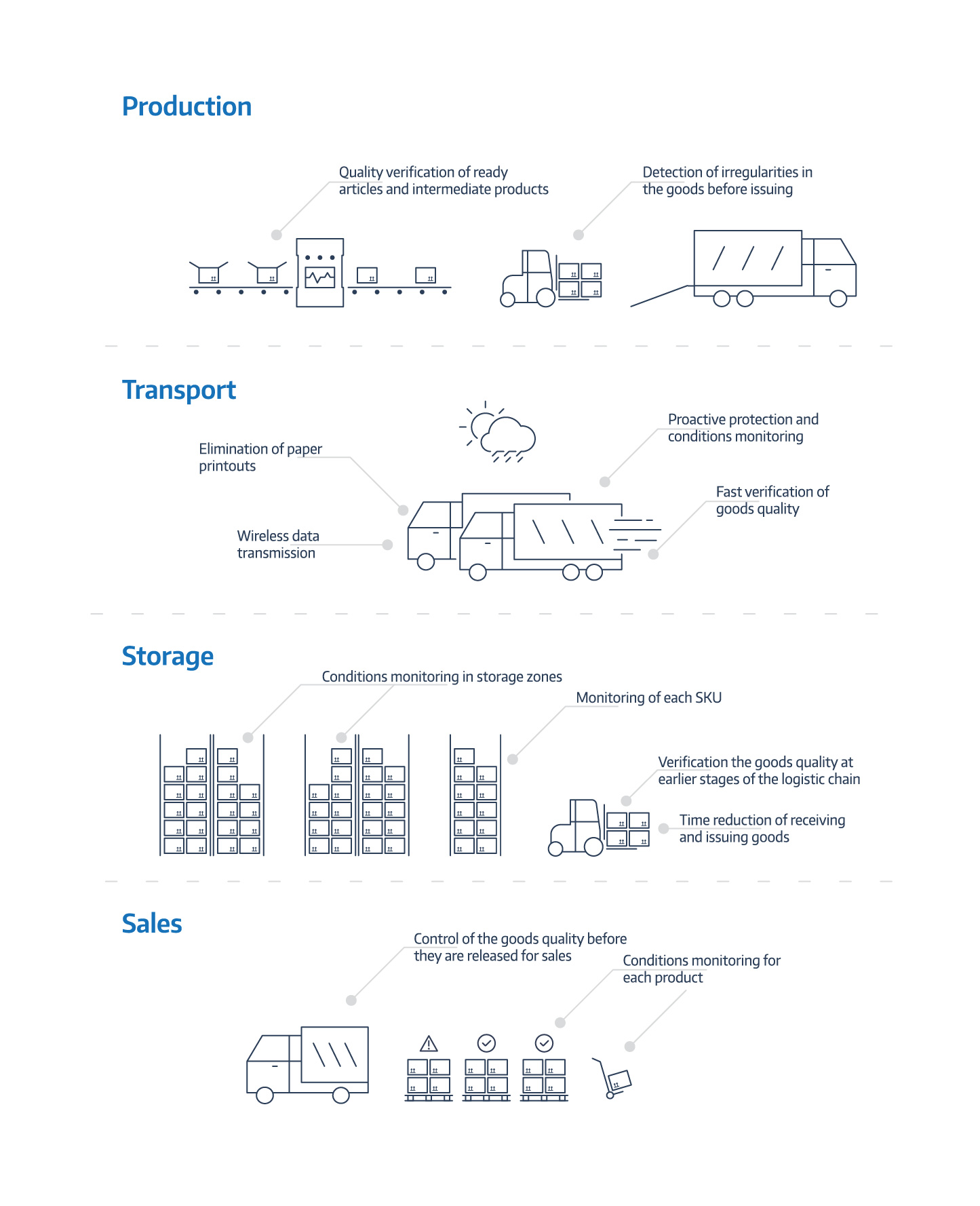
Storage
By monitoring specific logistic units, Hive Sensor allows controlling specific storage zones. It also allows verifying the goods quality at earlier stages of the logistics chain. Thanks to wireless data transmission, it significantly reduces the duration of processes related to the receiving and issuing of goods.
Production
Quality control is an important part of production and this is where Hive Sensor turns out perfectly, automating processes that verify the quality of ready articles and intermediate products. It also supports traceability system by allowing detection of irregularities in the goods before leaving the factory.
Sales
The key benefit is the possibility to verify goods quality before they are released for sales. If a product was stored or transported in inappropriate conditions, it will not reach the end customer. Verification is possible within individual units, therefore if anomalies are detected, e.g. in one pallet, there is no necessity for withdrawing the whole batch.
Transport
The greatest benefits come from proactive protection and monitoring the conditions of goods transport. Owing to this, it is much faster to verify whether a particular logistic unit has the required quality and at which stage of transport any errors might have occurred. The solution significantly simplifies processes, eliminating the use paper solutions and not requiring data download from storage media.
Be the first to review “Smart Logistic Unit – Hive Sensor”
General Inquiries
There are no inquiries yet.








There are no reviews yet.